Introduction
 Are you sure your allergen management approach is 100% fool proof. Do you think you will never have issues with allergens in your products? Too often quality managers find out when it is too late that their allergen management approach was not fully watertight.
Are you sure your allergen management approach is 100% fool proof. Do you think you will never have issues with allergens in your products? Too often quality managers find out when it is too late that their allergen management approach was not fully watertight.
Allergens are still the number #1 reason for product recalls in the food industry world-wide. Hence it is important to give proper attention to all the aspects involved in the management and prevention of allergens before, during and after the food production process.
Like many other concepts, allergen prevention and management will only work properly if ALL aspects are properly controlled at all times. If one or more aspects are not fully in place – the system will really be as strong as its weakest link and problem might occur, even as far as a product recall.
In this article we will highlight the seven important areas for allergen management.
Raw Material Management
All food products start with their raw materials. It is paramount for any company to really understand all the details of the raw materials they use. Make sure you do not only ask your supplier for an allergen statement from their side, indicating those allergens which are present in the material. Also ask your supplier for any allergens which are used in their manufacturing location and take this into equation as well. If there are strongly incompatible allergens present (e.g. nuts / peanut / dairy / egg) and you do not have these in your product formulation, make sure by testing once a year whether your supplier is doing a good job.
It is important to pay special attention to suppliers that are manufacturing constituted food stuffs of multiple ingredients to see if they in their turn have their act together as well. You really want to make sure that these supplier really understand and execute your requirements when it comes to allergen management. Especially suppliers of herbs and spices and dry powder mixers are good examples of this category. They need to handle a lot of allergens, hence their allergen management program must adhere to all the elements described in this article.
Segregation during Transport, Storage and Handling
 Cross contamination is one of the key principles when it comes to allergen management. This is especially true during transport, storage and handling of all materials, so not just those raw materials, intermediates of finished products containing allergens. You must always be cautious during all stages if transport storage and handling of raw materials for potential cross contamination. The only exemption to this is when there is really no allergen involved in any of your raw materials and in the preceding production processes of these raw materials.
Cross contamination is one of the key principles when it comes to allergen management. This is especially true during transport, storage and handling of all materials, so not just those raw materials, intermediates of finished products containing allergens. You must always be cautious during all stages if transport storage and handling of raw materials for potential cross contamination. The only exemption to this is when there is really no allergen involved in any of your raw materials and in the preceding production processes of these raw materials.
The first item we will look at is storage (as this is the first step performed by the supplier before transporting the raw material). In a warehouse it is important to physically segregate materials containing allergens from those not containing allergens. The best solution for this is to have separate warehouses or at least two separate storage locations in one warehouse. The second important item when it comes to storage is to always make sure allergens are stored on the floor only. The reason for this is that despite all the packaging materials around the product (bags / boxes / pallet foil) still some product might be present on the packaging and might be blown off due to air movements and end up on top of the packaging material of a product with and incompatible allergen profile (i.e. not containing that specific allergen).
Transportation even more that storage can be a time when cross contamination might occur. Try to arrange transport in such a way that products with incompatible allergen profiles are transported separately. If this is not possible, consider adding an additional layer of protection by inserting a pallet cover (i.e. big plastic bag used to cover the entire pallet) to reduce the risk of cross contamination.
Management of Recipes, Labels and Product Information
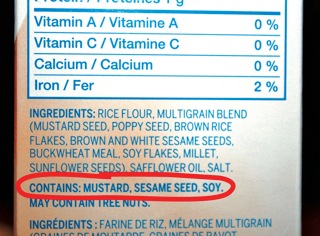 The single biggest root cause of recalls in the area of allergens is a misrepresentation of information either by not having the correct information in the recipe (and have the incorrect information displayed on the label and product information) or by applying the wrong label to the product. In both cases the customer (and consumer) receives the wrong information on the allergen profile of the product, which in its turn is a potential severe health risk.
The single biggest root cause of recalls in the area of allergens is a misrepresentation of information either by not having the correct information in the recipe (and have the incorrect information displayed on the label and product information) or by applying the wrong label to the product. In both cases the customer (and consumer) receives the wrong information on the allergen profile of the product, which in its turn is a potential severe health risk.
The first step in the proper management of information in relation to allergens is to manage your recipe information in a flawless manner. This start with getting the right information of your suppliers (see the first section of this article), but next to this it is paramount to automate as much as possible toe recipe information. You can make use of dedicated software to do this. Many ERP systems already have this functionality built in or you can buy it as an additional option. Usually it includes automatic generation of aspects like the ingredient list, nutritional information and of course the list of allergens.
Applying the wrong label is one of the single highest causes of recalls related to allergens. Managing the labels physically is as important as managing the information on the labels. There are some golden rules you can implement to minimize the risk misplacing labels and attaching the wrong label to your products:
- In your warehouse set-up try to ensure that similar labels are placed as distant from each other as possible. Alternatively, you should use fully randomized material numbers for your labels, thus forcing the warehouse staff to really picking the right materials.
- Only have one set of labels present at the production line at a time (and make sure it is the correct set).
- Have two operators cross check whether they are using the right label before the production run starts.
- Use an in-line barcode scanner to verify the correct label is on each primary / secondary product packaging, preferably configuring the barcode reader directly from the MES or alternatively again by two independent operators in connection to the previous point.
Minors Dosing
In most companies the dosing of minor ingredients is a totally manual process. We know that manual processes are more prone to errors than (semi) automated ones. For the proper management of allergens it is important to use separate tools (e.g. scoops, buckets) and cleaning utensils for handling different classes of allergens. The best way to achieve this is to use a dedicated scoop (bucket etc.) for each single raw material. A good way to manage this is to place each raw material in a separate drum and place the scoop to dose / weight the ingredient inside this drum.
When weighing minor ingredients always use separate, clean bags to weigh the raw material into. This way you will prevent cross contamination via to balance tray. Ensure to properly close each bag before placing it next to other bags intended for the same production run. In order to prevent mixing up of bags of minor ingredients always work on one batch or one single product at one time when pre-weighing the minor ingredients.
Production Segregation and Sequencing
If you have products with different allergen classes (e.g. nuts vs other allergens or products containing allergens vs products which are totally allergen free) it is of course the best solution to have dedicated production equipment for these products. However, for a lot (if not most) of the food production sites this is not an economically viable solution. Hence other principles must be applied.
Good allergen management starts of course with the planning department. The best way to reduce the risk of cross contamination of allergens in the production area is to start after a full deep cleaning with products containing no allergens. The next step up would be to introduce products with one or a few (mild) allergens, not containing severe allergens (i.e. nuts, eggs and dairy). Following this principle you will work your way up to products containing more and more allergens and finally you end up with products containing the most severe allergens.
Next to sequencing the products and cleaning cycles you want to make sure you have a physical segregation at some production lines as well. If you have the option to produce multiple products at the same time, you want to make sure that physical cross contamination through air movement, use of shared tools and most importantly people is not possible. In this case you need to look at and potentially invest in segregation was around production lines, separate sets of tools (preferably with different colours) and ways to prevent staff to easily walk from on production line to another without re-gowning and hand washing. Of course this might drive up cost, this is the reason why planning and scheduling should always be the starting point! If through planning you can achieve that at all times only comparable products are being produced, you can avoid these additional costs. But be aware, this only holds true if you are able to solve it through scheduling at all times!
Cleaning and Cleaning Validation
 Finally cleaning and cleaning validation is of utmost importance when it comes to a sound approach to allergen management in your factory. As discussed in the previous section of this article you need to plan proper cleaning steps in between production runs with an incompatible allergen profile (i.e. the first product containing allergen A and the second product not containing allergen A, but a different set of allergens or even being totally free of allergens). As the regulatory landscape is still zero tolerant to the presence of allergens, you need to make sure your cleaning steps are really getting rid of all the allergens still present in your production equipment after the production run. The reason for this is that some people are even allergic to the parts per billion (ppb) level of allergens in products.
Finally cleaning and cleaning validation is of utmost importance when it comes to a sound approach to allergen management in your factory. As discussed in the previous section of this article you need to plan proper cleaning steps in between production runs with an incompatible allergen profile (i.e. the first product containing allergen A and the second product not containing allergen A, but a different set of allergens or even being totally free of allergens). As the regulatory landscape is still zero tolerant to the presence of allergens, you need to make sure your cleaning steps are really getting rid of all the allergens still present in your production equipment after the production run. The reason for this is that some people are even allergic to the parts per billion (ppb) level of allergens in products.
This is the main reason why cleaning validation is such an important topic. The easiest and best way to prove that your cleaning, either with Cleaning In Place (CIP) or manual cleaning is truly effective is to take samples of your final rinse water and have this analysed for the presence of the relevant allergens by means of ELISA testing (Enzyme-Linked Immuno Sorbent Assay test). Of course you want to test for several allergen classes if you have multiple allergens present in your products. One allergen might stick stronger to a certain surface than another and also the combination of cleaning chemical used will make a difference in the effectiveness at which you are able to clean your production lines.
Also be aware at times of replacing equipment which has been broken. Sometimes different spare parts are being used, which might be more difficult to clean. The best approach when it comes to equipment is to ensure it is as easy to clean as possible. A good place to start here is with EHEDG (European Hygienic Engineering and Design Group) certified equipment. By applying the EHEDG principles your equipment will be easy to clean and minimize the risk of remaining allergens after cleaning (as well as a lot of microbiological related issues).
Do you want more information on Allergen Management?
Download our Allergen Management Guidebook for FREE!
Training on Allergen Management
All GFSI-guidelines acquire that people are trained. Therefor we all provide a lot of trainings on our CCP’s and OPRP’s. After following the training the people understand the meaning of their CCP and OPRP and how to act. However, focusing only on CCP’s and ORPR’s isn’t going to solve the issues we have with Allergen Management. Next to this, often after following a training you learned a lot about WHY it is so important that you take action. On the other hand, most of the courses don’t provide you the information of HOW to implement and improve your system. And that’s exactly the difference of all the courses of Food Safety Experts and all the other courses you can find. We, at Food Safety Experts, focus on the HOW. This will give you a lot of tools to implement and improve your situation.
Check out our video lesson for only $14. You will have one year access to the video lesson. This will give you the time to implement what you have learned. You can watch the video lesson as often as you would like to. Next to this, you will receive a certificate that you followed a training on Allergen Management. For more information: Must Haves For Effective Allergen Management
QFS Mastery Program
At Food Safety Experts we have our QFS Mastery Program. This Program contains 24 modules with different topics related to food safety. And Allergen Management is one of the modules. In this module you will receive ± 2.5 hours of video lessons on HOW to Effectively Uopgrade Your Allergen Management System and ± 10 downloads that you can implement in your organization.
This Program will give you a huge boost as a professional and for your company. For more information, please visit our website QFS Mastery Program.
Food Safety Experts Services
Other Interesting Programs of Food Safety Experts:
Blogs Food Safety Experts
Other interesting blogs of Food Safety Experts:
Personal Hygiene Management and Gowning